
Allied Air Enterprises in Orangeburg is experiencing huge growth. In 2019, they added 405,000 square feet of warehouse space to their facility. This made the remaining 660,000 square feet available for both growth and optimization of their manufacturing operations. In the last two years, this enabled them to introduce their upgraded Lennox Air Handler product line. While introducing this line, they made concerted efforts to incorporate flow manufacturing principles into the operation.
The addition of the Air Handler line and the Orangeburg operational excellence model were focal points of the plant tour on August 23, 2022. Chestly Morris, Continuous Improvement Manager for the site led the plant tour and provided a thorough explanation of the Orangeburg operational excellence program. Marlon Oglesby, Senior Manager for Lennox Residential, gave an overview of their Air Handler line design, incorporating lean manufacturing flow concepts. Fourteen OpExChange companies from across the state sent several representatives to participate in the event. Three special guests joined the tour: Senator Vernon Stephens from District 39 in SC; Robert Hemby, Director of Career and Technical Education for Orangeburg County; Catherine Hayes, Industry Manager for the South Carolina Research Authority.
Operational Excellence Model
The event began in the “Mission Control” center. Chestly walked the team through their operational excellence model, which follows traditional PDCA (Plan, Do, Check, Act) methodology beginning with the Hoshin X-Matrix. This single page tool takes the strategic goals of the organization and aligns them with activities, initiatives, and owners. The entire process is visually depicted in the Mission Control room including the X-Matrix, “targets-to-improve” (TTI) metrics, bowling charts for each key metric, and A3 problem solving for each improvement activity.
Chestly explained that a weekly Mission Control governance meeting occurs every Wednesday to monitor progress of each TTI. Each department metric is updated and reviewed. The underlying tool used to assign action plans is the “A3” problem solving tool.
The Mission Control charts are also updated and displayed in the main walkway to the production area. The leadership team conducts a monthly review with all salaried employees and a quarterly business review the Lennox center-of-excellence and division leadership.
In the spirit of OpExChange collaboration, Chestly graciously provided OpExChange members with numerous templates and documentation for their OpEx program, including X-Matrix, strategy deployment charts, and standard work templates.
Air Handler Improvements
The new Air Handler line design posed a large paradigm shift for the Orangeburg site. Although there was some lean manufacturing activity in the past, they were truly just beginning their lean journey. The concept of single-piece flow was largely foreign to the team. To ease into this, Marlon explained that they started with the fundamentals of lean – identifying bottlenecks, establishing standard work, and implementing key metrics.
A core tool they utilized was the Yamazumi chart, which is essentially an operator load chart. This identified several workstations that were exceeding takt time, resulting in output loss. Twelve kaizen events were conducted to reduce cycle time and create flow. Marlon stated that a lot of teamwork went into this, involving several folks from the production team. Through the kaizen events, the team was able to improve line efficiency by 56% in a six-month period. The Yamazumi chart below shows the initial state and areas targeted for kaizen. Marlon summarized that they are just getting started. The beauty and excitement of the PDCA process is that there is always opportunity for improvement.
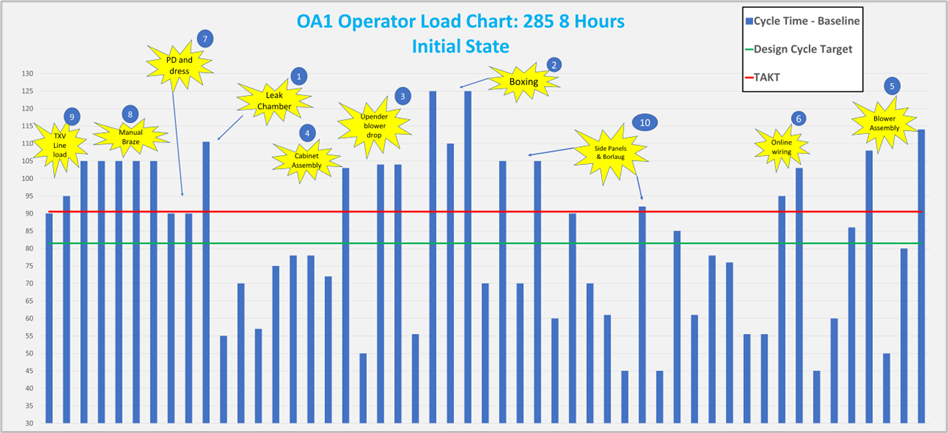
Yamazumi chart identified opportunities for line balancing.
Shop Floor Control – Plant Tour
As the team donned headsets for the guided tour, Chestly explained that they realize there is still ample room for even more improvement. They did hit a milestone recently by establishing standardized work on all their twelve lines across the facility.
Chestly led the team through a tour of the entire Air Handler line. This included metal and coil fabrication, sub-assembly, and final assembly. Impressive engineering design and automation was evident on the line, including automated hairpin bending and custom automation for wrapping the blower assembly. One project implemented recently was an in-line helium mass-spectrometer test which performs a “sniff-test” for leaks.
Most remarkable on the tour were the many visual indicators for the team and the takt “drum-beat” of the line. Prominently displayed at each station is a takt countdown that allows each associate to see where they stand with regards to takt time on their current unit. A monitor stationed above the line displays the cumulative output progress for the shift as well as first pass yield metrics. The MDI, centrally located on the line, visually displays all the key metrics along with actions to correct for variances.

Chestly Morris explains the real-time monitoring and feedback communicated to the team.
A true test of an effective operational excellence program is evidence of its continuity on the manufacturing floor. Centrally located on the Air Handler line is the management for daily improvement (MDI) board, which include key metrics for Safety, Quality, Delivery, Cost, and People (SQDCP). Note that these are the same metrics rolled down from the X-Matrix strategy deployment. The site staff carries out a daily Gemba walk to review each MDI board.

MDI Board on production floor aligns with Mission Control.
Workforce Development
Both Chestly and Marlon accentuated that their employee’s development and engagement are essential to the success of their program. One of their key competencies at the Orangeburg site is manual brazing. A new employee will go through a full week of training and then 240 hours of on-the-job training before being certified.
In the post tour discussion, Robert Hemby, Director of Career and Technical Education for Orangeburg County posed this question to the manufacturers in the room:
“What can the school system do to make graduating students more attractive to manufacturers?”
There was no shortage of replies to this question from the manufacturers in attendance including understanding of lean manufacturing concepts, problem solving skills, and internal customer awareness. Robert pointed out that he can customize the student career centers to meet the expectations of manufacturers – he just needs to hear from them!

Debbie James manually brazes on the Air Handler flow line during OpExChange tour.
Future Growth
Allied Air Enterprises in Orangeburg has a bright future with even more growth coming. They expect to add another 140 employees this year. Lean manufacturing and the PDCA cycle will continue to be the backdrop for their mode of operation as this not only helps to improve the product and delivery for their customers but also improves the work lives and engagement for their team members. Chestly added that he is excited to share even more improvements at a future event!
About Allied Air Enterprises
Allied Air Enterprises is a division of Lennox International. They bring together the collective strengths of seven comfort brands – Armstrong Air™, AirEase®, Concord®, Ducane™, Allied™, Allied Commercial™ and Magic-Pak® to give distributors and dealers the ultimate source for heating and cooling solutions. From compact residential applications to large commercial projects, Allied Air Enterprises redefines ease-of-business through breadth of product, resources, and competencies unparalleled in the market.
About OpExChange
The OpExChange, sponsored by the South Carolina Manufacturing Extension Partnership, is a peer-to-peer network of companies in South Carolina known for generating success for members through benchmarking and best practices activities. Member companies host events and share practical examples of industrial automation, lean manufacturing improvements, and leadership development. It is an invaluable resource to South Carolina companies that provides access to others who are on similar improvement journeys. If you are interested in joining, contact Mike Demos (Mike@OpExChange.com) or visit the OpExChange website www.OpExChange.com.
Be the first to comment on "Allied Air in Orangeburg – Hosts OpExChange in Plant Visit: Operational Excellence and Continued Growth"